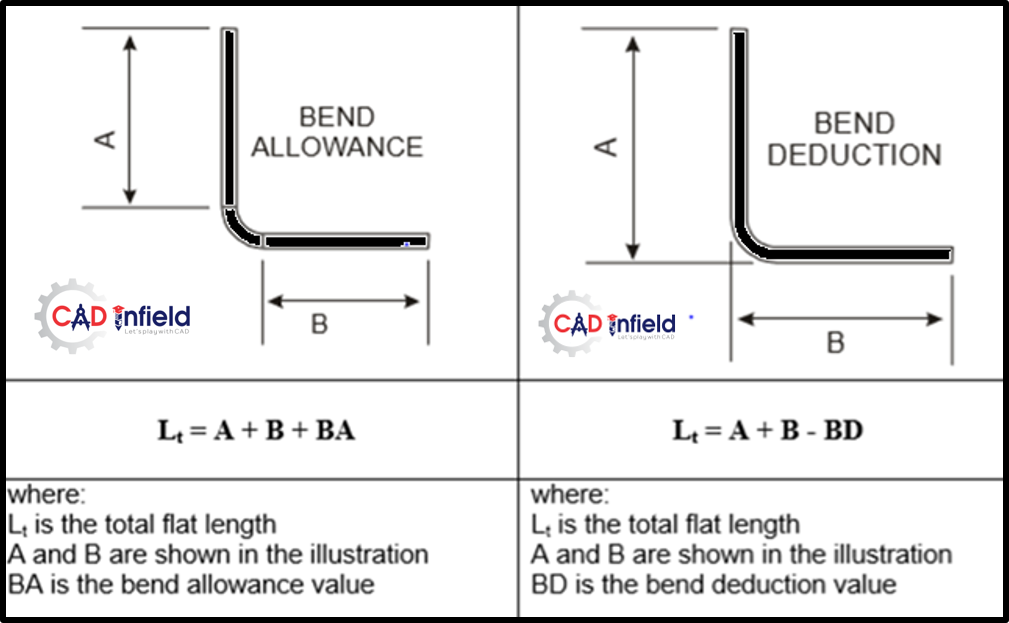
The bend allowance and bend deduction are two measures that relate the bent length of a piece of sheet metal to the flat length.
Sheet metal bend relief formula.
60 90 and 120 and we will calculate k factor bend allowance and bend deduction for them.
Bends in sheet metal are manufactured using sheet metal brakes.
To eliminate this a bend relief is added so the edge of the sheet metal is perpendicular to the bend.
When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched.
Geometry of tooling imposes a minimum bend dimension.
Use the minimum bend dimension values in the charts below for your minimum closeness of cutout to a bend.
Crowning the deflection along a bend.
Cross break light bends added to sheet metal in order to stiffen its surface.
This is done through the application of force on a workpiece.
Also known as press braking flanging die bending folding and edging this method is used to deform a material to an angular shape.
Bending is one of the most common sheet metal fabrication operations.
This page also includes a link to a on line sheet metal bend allowance calculator.
The diagram shows one such mechanism.
Refer to the chart for values for folder as well as various press brake tooling combinations.
Therefore the bend allowance added to the flange lengths is equal to the total flat.
The following illustration shows the equation calculation for determining the bend allowance when forming sheet metal.
A 1 degree tolerance on all bend angles.
In general a minimum bend relief is equal to the material thickness plus the inside bend radius.
If it is ok for the metal to rip the minimum bend relief is zero.
The bend allowance describes the length of the neutral axis between the bend lines or in other words the arc length of the bend.
Consider a sheet with a 20 mm thickness and a length of 300 mm as shown in figure 1.
One benefit of a bend relief is that it makes the part easier to produce.
Sheet metal calculator bend allowance equations and calculator.
Box bending the process of bending a 4 sided sheet metal box.
As this happens you gain a small amount of total length in your part.
When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
Coining one of the three types of bending for sheet metal where the punch penetrates into the sheet metal under high tonnage forming a consistent bend.
Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
The force must exceed the material s yield strength to achieve a plastic deformation.
Most sheet metal materials will conform to the calculations.
Commonly used equipment include box and pan brakes brake presses and other specialized machine presses typical products that are made like this are boxes such as electrical enclosures and rectangular ductwork.